

voron2.4使用的是klipper,如果你以前用的是marlin那最开始是非常不一样的。
在你开始按照这份文档工作之前,请确认零部分的内容已经完成。
零. 确认可以开始工作
按照手册完成了硬件的组装。
所有的电气部分已经连接到位,包括电源线,电机线,传感器走线。
树莓派或者其他硬件已经安装完成klipper,moonraker,fluidd或者其他界面。
klipper刷机完成: sudo ls /dev/dev/serial/by-id/ 有内容/dev/serial/by-id/usb-Klipper_stm32f446xx_xqz15-if00否则回去进行klipper刷机,这里不介绍了。
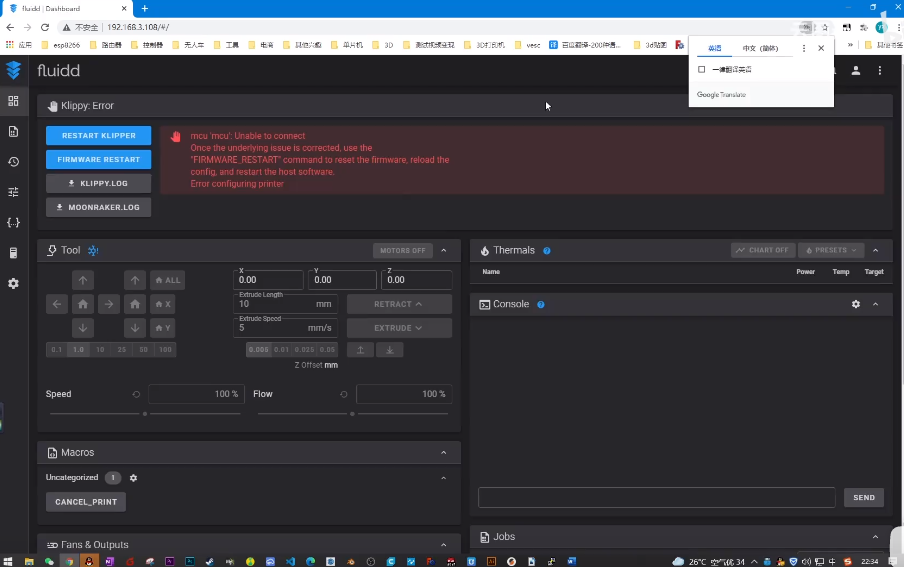
图1 直到你在浏览器里到这个界面
如果看不到这个界面,那就回去继续工作直到达成这个目标。
一. 准备工作。
a.配置文件模板
不用从零开始配置文件,从一份模板开始。
从群友哪里下载或者从别处抄别人做好的并不是最好的开始,因为端口不一致,而且有很多私有宏,你可能用不上,最好的办法是从klipper官方模板中拷贝一个作为更改模板。
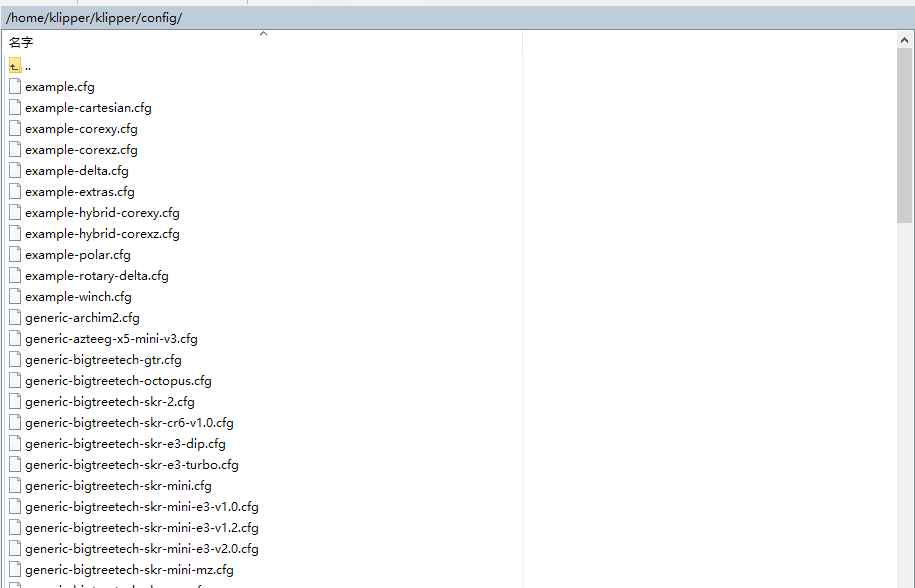
图2 klipper自带的配置文件模板
一般在 /home/pi/klipper/config目录下。
根据你的板子名字选择一个配置文件。
比如我的板子就是必趣家的八爪鱼,我就选择 generic-bigtreetech-octopus.cfg 文件。
该文件是一份默认文档,你可以基于此进行修改。
另外也从群里下载别人配置好的文档,抄作业用。
然后把模板文件改名为printer.cfg将作为klipper的配置文件。
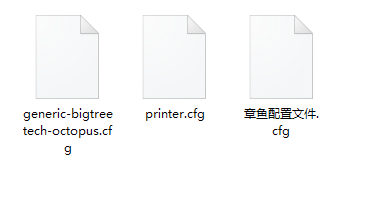
图3 这时我们应该有三份配置文件
从左到右分别是:
配置文件模板
真正要用的配置文件(通过模板改名而来)
从群里抄来的作业
b.pin图文件,主板用户手册
各个主板命名不一致,一定要搞到主板的pin文件,如果是买的主板,很容易弄到。
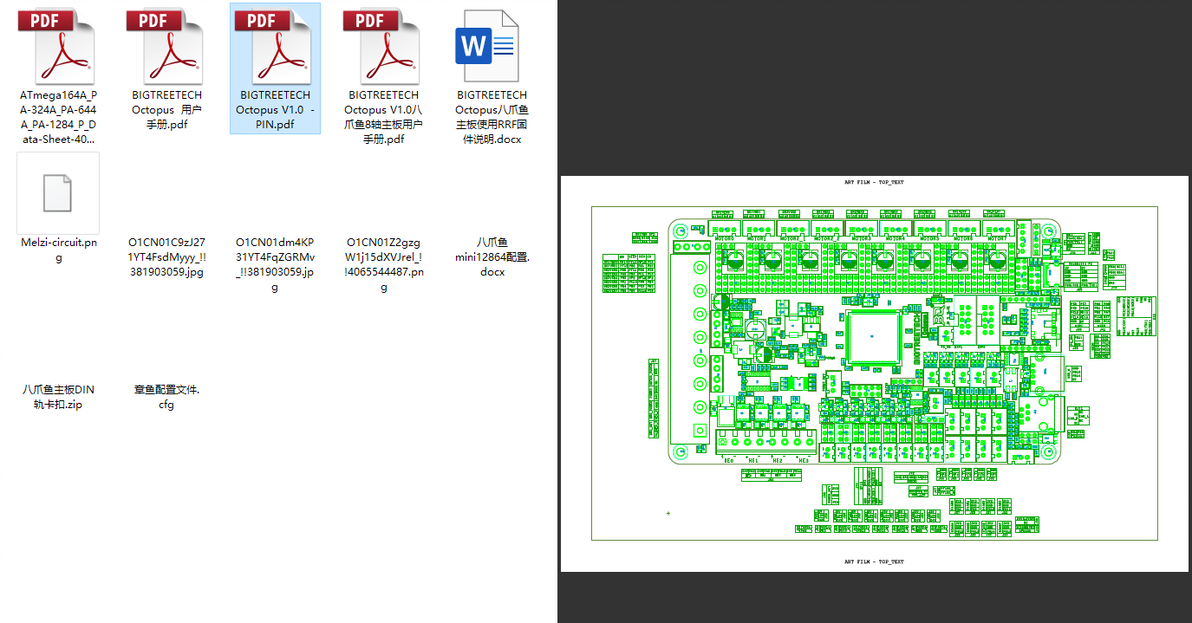
图4 主板配套的文件
主要有两个文件
pin图文件
主板用户手册(使用说明书)
pin图文件用来设定配置文件中的各种pin的名称,主板说明书用来设定主板的各种跳线,以及检查各种电机模式设置,接线方式等。
二.标定配置文件
klipper配置文件非常多配置项,我建议按照区块来划分你的配置文件,便于理解及查找。
为了说明配置文件区块,截图中将配置内容去除,只保留了配置区块,你在移动定义区块时不要删除相关配置项内容,只需要按照大块整理移动即可。
A.标定配置文件的各个部分,四部分
打印机相关配置
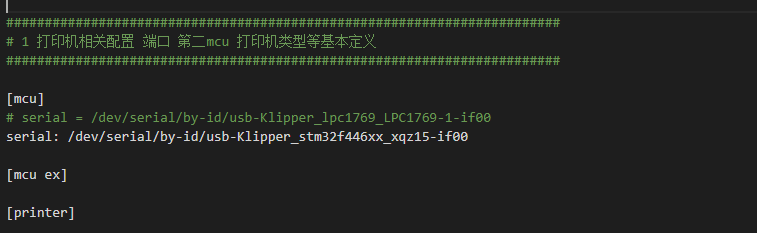
图5 第一块 mcu打印机类型定义
如上图
[mcu]
[mcu ex]
[printer]
等部分定义。
2 运动部件定义 最重要部分
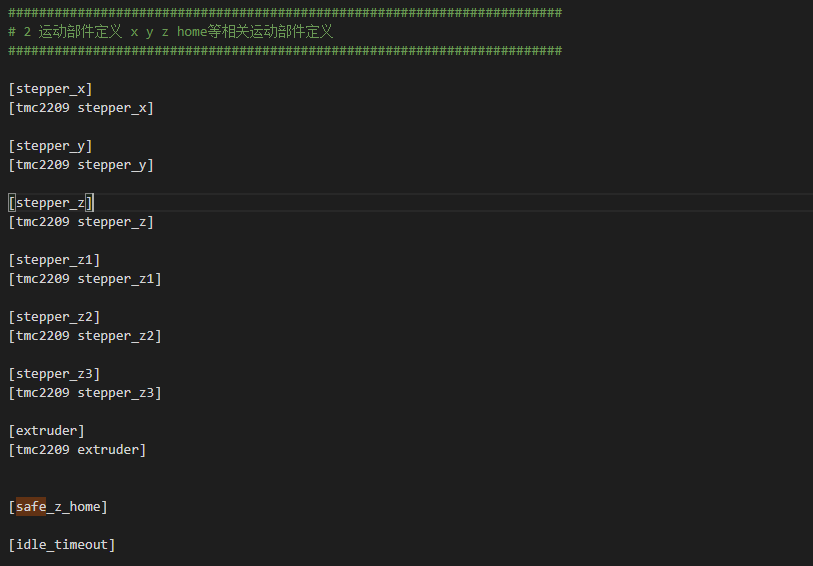
图6 运动部件定义
这部分定义了各个电机走向,以及endstop点等。
[stepper_x]
[tmc2209 stepper_x]
[stepper_y]
[tmc2209 stepper_y]
[stepper_z]
[tmc2209 stepper_z]
[stepper_z1]
[tmc2209 stepper_z1]
[stepper_z2]
[tmc2209 stepper_z2]
[stepper_z3]
[tmc2209 stepper_z3]
[extruder]
[tmc2209 extruder]
[safe_z_home]
[idle_timeout]
3热床及传感器定义
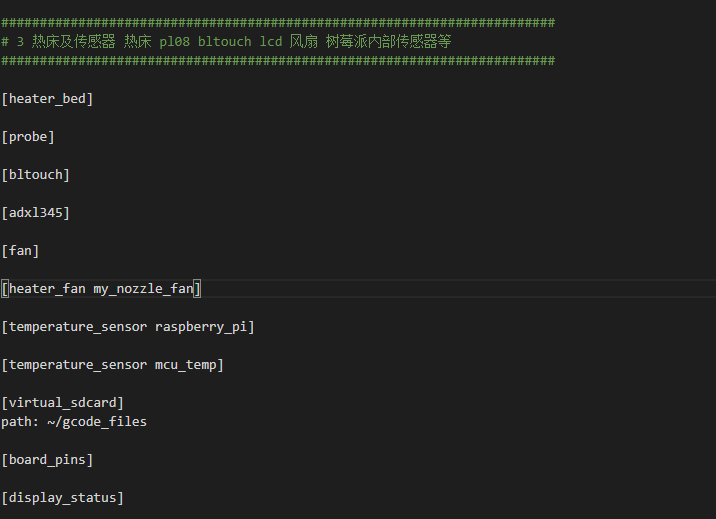
图7 热床及传感器定义
[heater_bed]
[probe]
[bltouch]
[adxl345]
[fan]
[heater_fan my_nozzle_fan]
[temperature_sensor raspberry_pi]
[temperature_sensor mcu_temp]
[virtual_sdcard]
path: ~/gcode_files
[board_pins]
[display_status]
4.宏定义
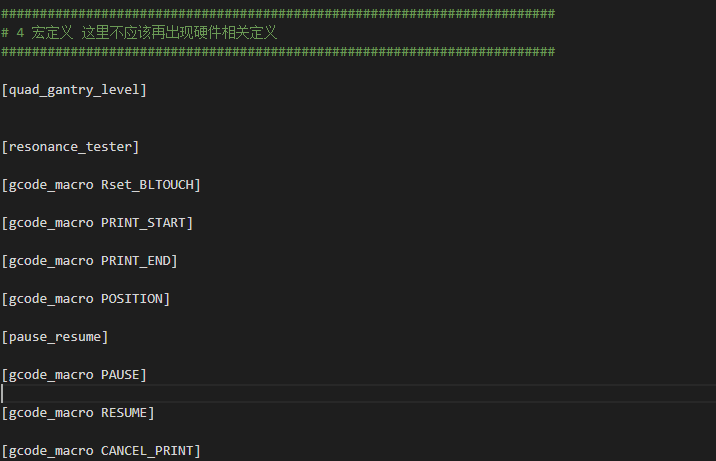
图8 各种打印机宏定义
宏,就是让打印机运动的自定义语句集合。
[quad_gantry_level]
[resonance_tester]
[gcode_macro Rset_BLTOUCH]
[gcode_macro PRINT_START]
[gcode_macro PRINT_END]
[gcode_macro POSITION]
[pause_resume]
[gcode_macro PAUSE]
[gcode_macro RESUME]
[gcode_macro CANCEL_PRINT]
完成上面的步骤,你的配置文件已经非常的清楚明了了。
B.标定配置文件pin
下面设定相关的pin定义。
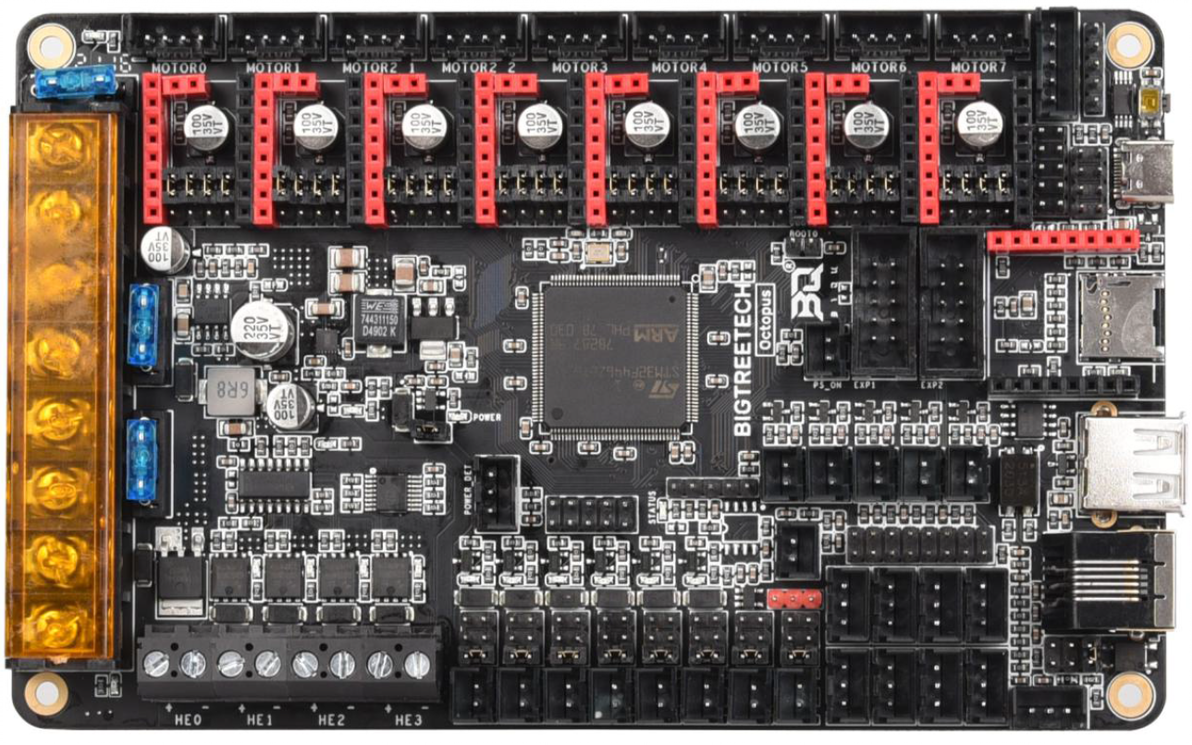
图9 观察你的接线图
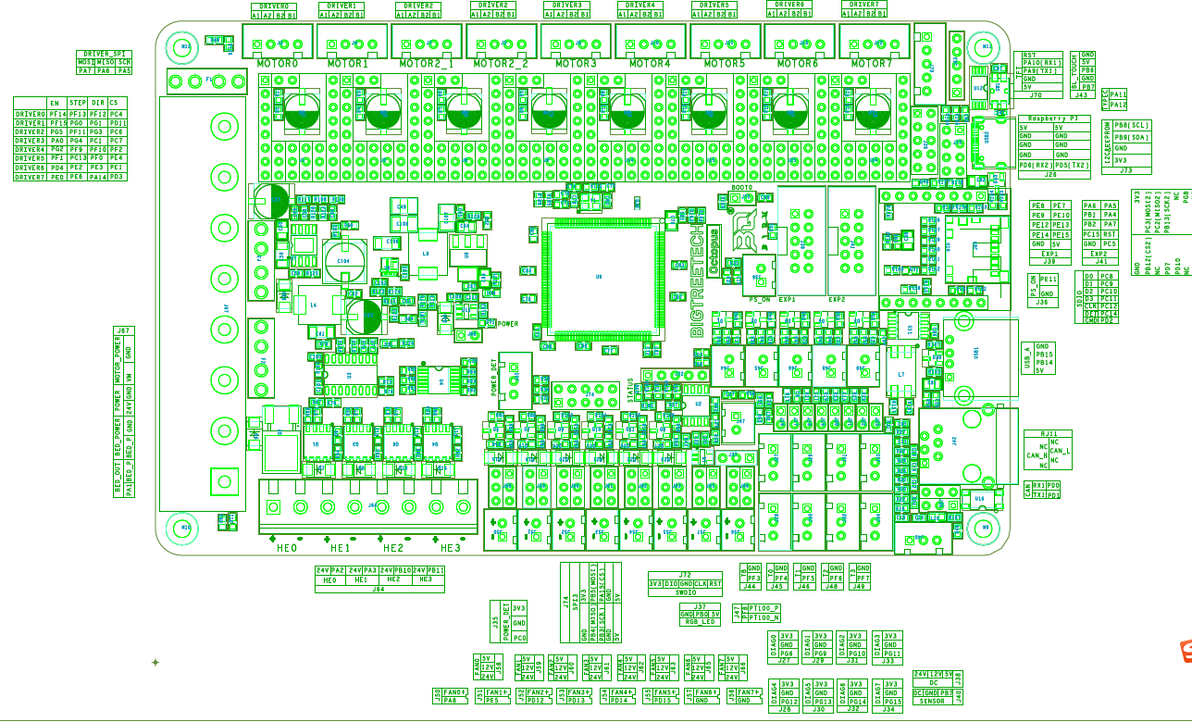
图10 打开pin图
根据走线标定pin。
举例stepper_x标定
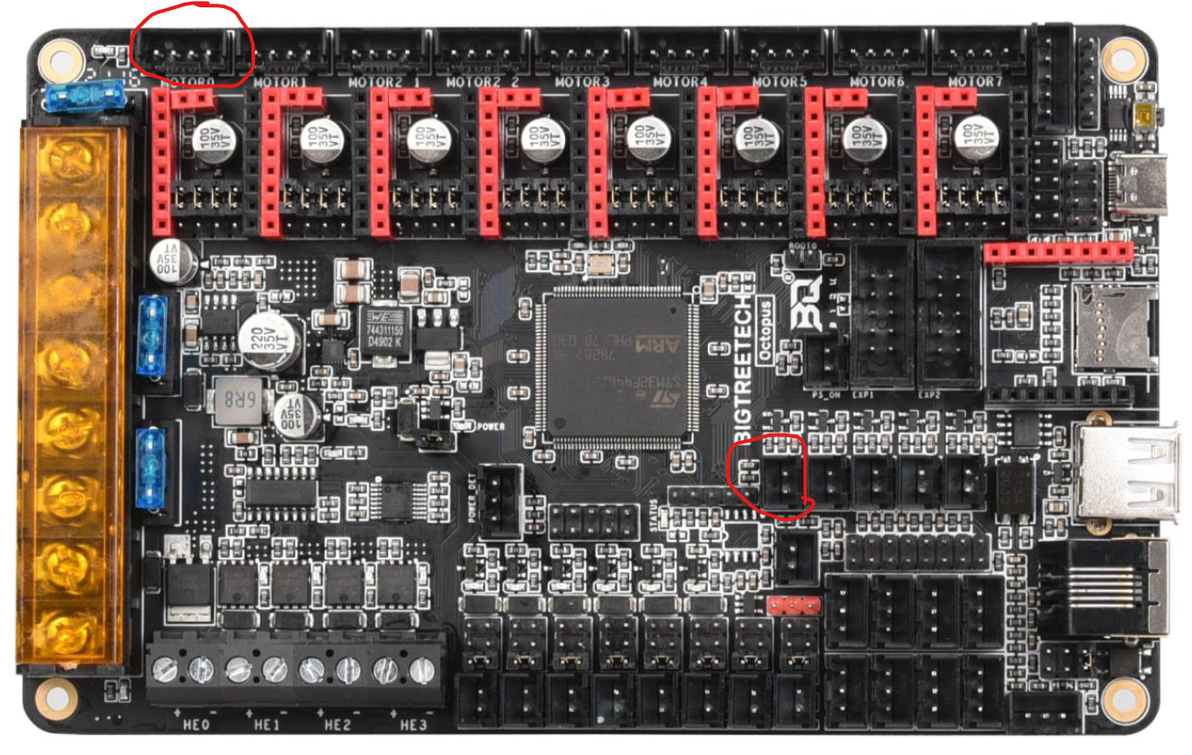
图11 我的x轴步进电机插在红圈部分,x轴endstop插在红圈位置
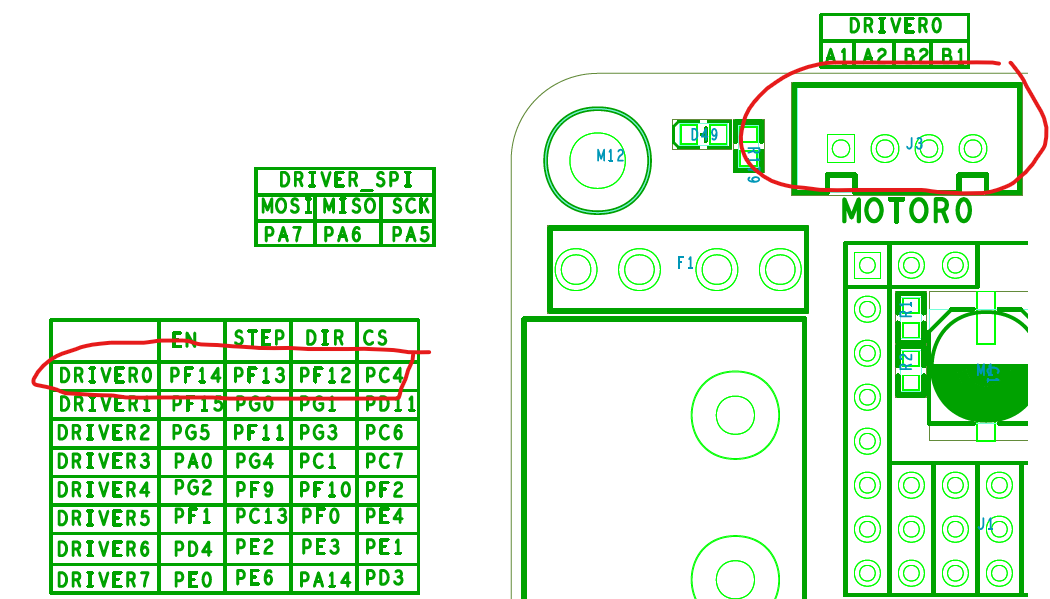
图11 查看motopin
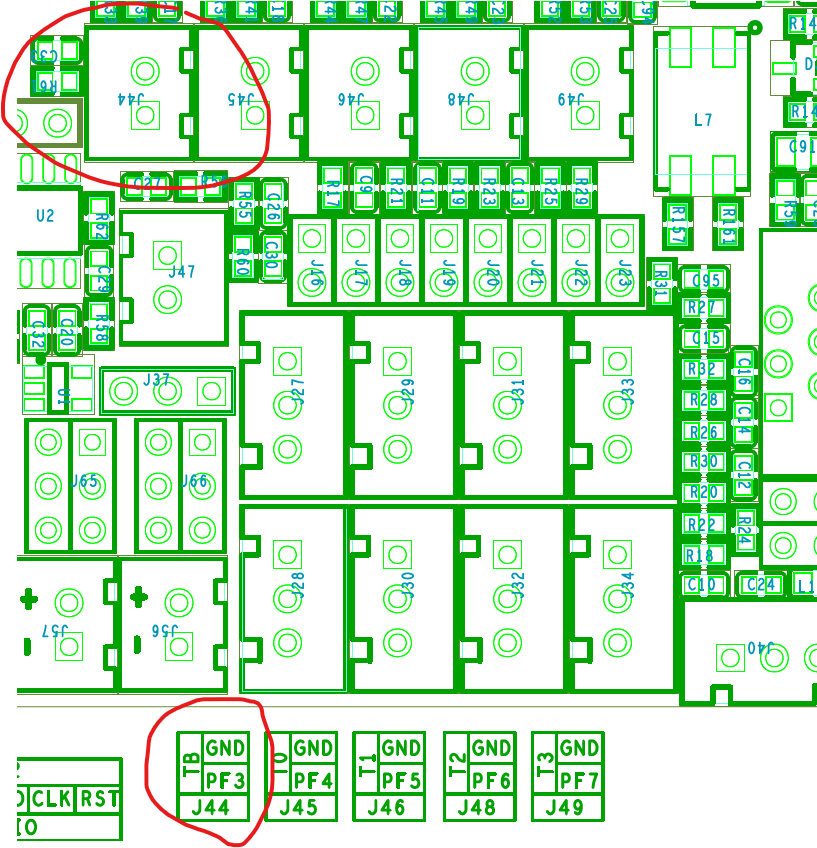
图12 查看x轴endstoppin
查看后更改stepper_x相关配置
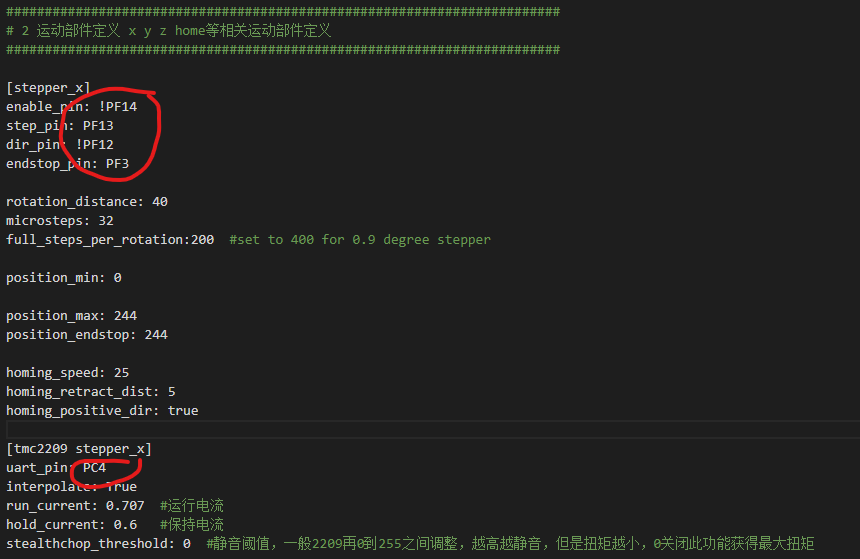
图13 标定stepper_x pin值
注意:
a.图13中,请将pin值按照pin图顺序排列,这样便于填写及检查,不要按照模板自身顺序。
b.图13中的串口pin就是图11中的cs。
由于配置项目非常多,这里就不一一举例,请按照以上示例进行即可。
三.放置配置文件
a.现在你已经有了一份配置文件,把它放到klipper上准备开始联机调教。
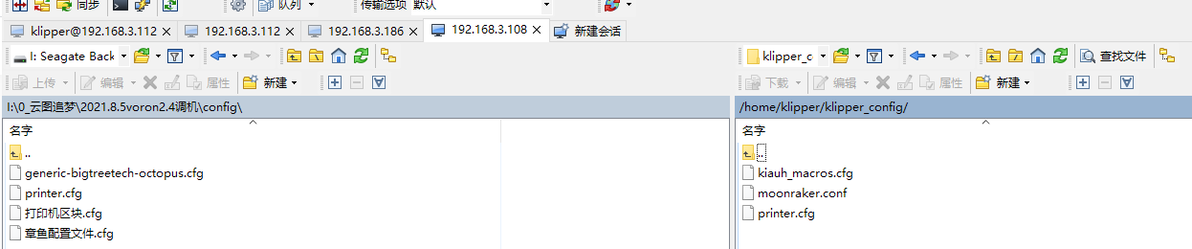
图14 放置配置文件
将配置文件printer.cfg放置在klipper配置区。
一般在~目录,如果使用了kiauh或者安装了fluiddpi则在 /home/pi/klipper_config目录下。
b.fluidd界面输入 restart
四.联机调教
这部分要矫正各个pin值,保证各个步进电机工作正常
横置打印机
温度调教

图15 从温度部分开始
如果出现adc警告,多半是挤出头,或者热床部分的pin值或者传感器类型不对。
heater_pin: PC9 # Heat0
sensor_pin: PA0 # T1 Header
sensor_type: EPCOS 100K B57560G104F
把这三项调整对。
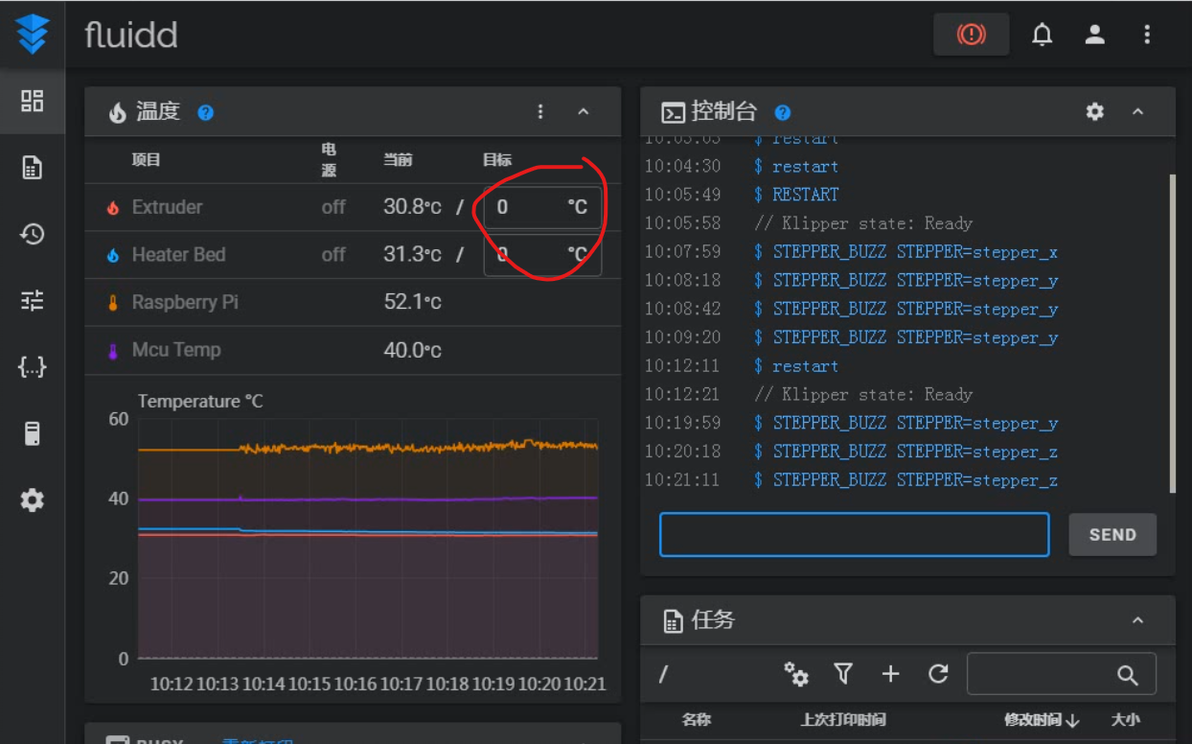
图16 在这里设定温度
一般打印头设定 240°,热床设定100°,并保持温度曲线正常升高保持5分钟。温度部分设定完毕。
c.直接设定热床pid
将喷嘴移到床的中心和床面上方约 5-10 毫米处,然后运行:
它将执行持续约 10 分钟的 PID 校准程序。完成后,键入which 会将参数保存到您的配置文件中。
d.直接设定加热棒pid
将部件冷却风扇设置为 25% ( ),确保风扇安装正确,然后运行:
它将执行持续约 5 分钟的 PID 校准程序。完成后,键入which 会将参数保存到您的配置文件中。
2.电机调教
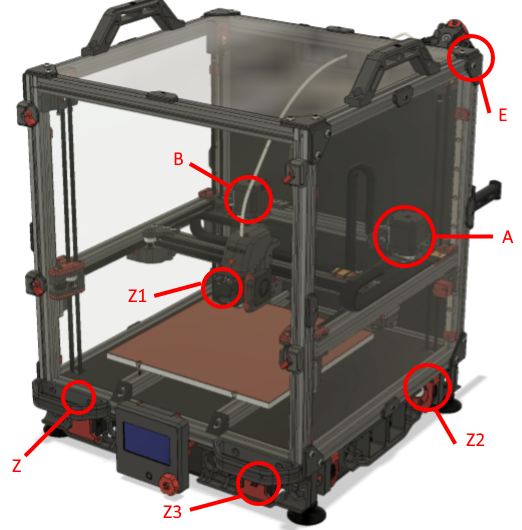
图17 v2的各个电机位置
图16 终端输入 STEPPER_BUZZ STEPPER=stepper_z1
观察a电机轻微颤动
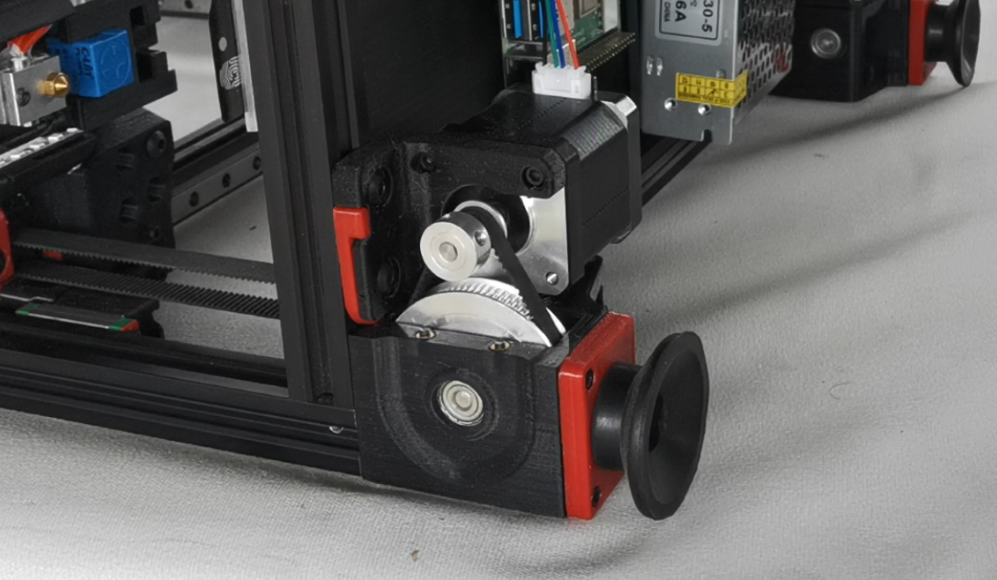
图18 电机轻微颤动,说明电机接线ok
x,y,z,z0,z1,z2,z3,extruder7个电机,每个电机都要运行相关命令,并确认震颤,否则检查接线,检查步进电机。
调教方向。正常放置打印机
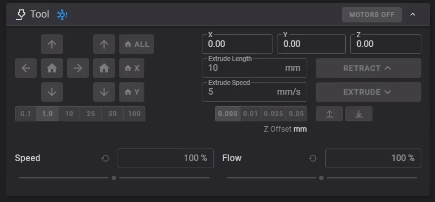
图19 使用面板进行方向运动。
运行方向10cm左右,最后把打印车放置在位置中间,并观察方向是否正确,不正确,就在相应的轴的dir前加!
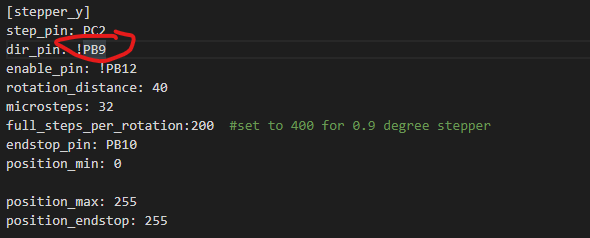
图20 添加!,让电机反向运转
确保各个轴运行正常,电机运动标定完成。
3.限位标定
x,y,z限位设定
手动按压x,y,z限位,确保按压下变成triggered,松开变成open。
如果反向就加!
如果没反应,就查看pin口及线序。
注意:调整线序通常能解决问题。一般pin口不会标错。
4.homeing 归位检查 非常关键的一步
a.g28 x,只归位x。应该正常向右移动到限位点停止。
如果反向加!,如果限位不停止,单独检查x限位。
b.g28y同上
5.调整床位置,以及z限位位置
a.运行命令g28 x y
b.手动调整床的右上角位于喷头下,xy可以个扩展3~5毫米范围
c.重新调整z限位位置,并确认z限位OK。
6.z限位确认
首先重新运行G28 X Y到家 X 和 Y。
使用软件控件,移动喷嘴,直到它直接位于 Z 端止动开关上方。
发送M114命令并记录 X 和 Y 值。
使用这些值更新[homing_override]或[safe_z_home]下打印机配置文件中的归位路由。
重新启动 Klipper FIRMWARE_RESTART。
运行完整G28并确保打印机正确定位 X、Y 和 Z。
7.probe确认
将工具头置于床身中央,再次确认探头工作正常。
离床较远时,应返回“开”。当金属物体靠近探头时,应“触发”返回。如果信号被反转,请添加“!” 在引脚定义之前(即引脚:!z:P1.24)。
慢慢降低 Z 高度并每次运行,直到“触发”返回 - 确保喷嘴没有接触打印表面(并且有间隙)。
8.qgc 龙门架调平
由于V2使用4个独立的Z电机,整个龙门系统必须特别调平。调用此过程的宏是QUAD_GANTRY_LEVEL(有时在对话中称为“QGL”)。它将探测 4 个点中的每一个 3 次,平均读数,然后进行调整,直到机架水平。
9.校准喷头间隙
运行
使用直到喷嘴相对靠近床,然后逐步向下移动直到喷嘴接触到构建板顶部的一张纸,将喷嘴慢慢移向床。如果向下走得很远,您可以通过以下方式将喷嘴向上移动:一旦您对喷嘴高度感到满意,运行,然后。
重要提示: Klipper 假设此过程是冷进行的。如果被执行热,在接受之前做一个额外的。
如果发生“越界”错误,则发送、,然后。这将重新定义 0 床高,以便您能够靠近。
V2:如果出现此错误,则可能意味着 Z 限位器的轴太长,可能会在打印过程中卡在打印头上。最好切割轴或抬高床(例如使用垫圈),使其距离构建表面 1 毫米以内。
10.挤出机校准
在第一次打印之前,请确保挤出机挤出的材料量正确。
使热端处于温度下,在长丝卷和挤出机之间做一个标记,距离挤出机入口 120 毫米到 150 毫米之间。测量从挤出机出口到该标记的距离。
在 Octoprint / Mailsail 中,挤压 50 毫米 2 次(总共 100 毫米,因为 Klipper 不允许您一次挤压超过 50 毫米)。
测量从挤出机入口到您之前制作的标记。
在完美的世界中,假设标记为 120 毫米,则其尺寸为 20 毫米(120 毫米 - 20 毫米 = 100 毫米),但通常不会如此。
使用以下公式更新配置文件的挤出机部分中的旋转距离:
新配置值 = 旧配置值 *(实际挤出量/目标挤出量)
注意:较高的配置值意味着挤出的细丝较少。
将新值粘贴到配置文件中,重新启动 Klipper,然后重试。一旦挤出量在目标值的 0.5% 以内(即,对于 100 毫米的目标挤出长丝,为 99.5-100.5 毫米),即校准挤出机!
对于 Afterburner 和 Mobius,典型的 rotation_distance 值应该在 22.6789511 左右(对于 Mobius,将 gear_ratio 更新为 80:20)。
最后,你一定在调试的过程中碰到很多次失败,而沮丧。请相信我,调整好以后你会得到丰厚的回报。这种回报是一种对打印机各个部件的完全掌控感,可以让你随心所欲的调教打印机。
比marlin要灵活100倍,我们付出的努力都是值得的。
最后打印测试方块吧,相信是一个非常好的结果。
