



写在前面的废话
原本是写了一版很详细的水口处理教程,但是文字部分初稿写完后发现虽说足够详细但篇幅也同样拉的太~~~长~~~了。故此又做了这么一版只有普通水口处理流程没有其他的阉割简化版。
详细版之后日编辑完成也会发布。届时欢迎也推荐各位看一下详细版。

本文将介绍最常见的普通水口的素组处理流程。其他种类水口的处理要点在详细版中会有所讲解。
水口处理无非两步:
①剪取零件、②修整水口。
如果水口不幸发白甚至缺肉,最多再加一步如何挽救。
需要准备的工具方面:
必备 [剪钳] 用于剪取零件。
必备 [笔刀] 或 [砂纸+打磨板] 的至少一项用于修整水口。
(打磨普通水口砂纸需600、800、1000目)
可选 [精良级以上锉刀] 用于锉削水口的处理方式。
辅助 可有可无 [抛光条] 、[田宫绿盖] 、[502]。

各种可能会用到的工具、素材
剪取零件:
首先不要贴边剪,不要贴边剪,不要贴边剪。这样做水口容易发白甚至缺肉。薄刃剪无所谓正反,但一般剪钳最好将剪钳反持,底部贴着流道侧,远离零件下刀剪断水口。
这个过程注意不要让其他水口受到牵连而发白。

零件取下后,水口之间变得独立从而可以放心的单独操作。
继续用剪钳将水口修剪小,方便后续处理。剪至水口厚度与水口宽度相近或更矮的程度即可。
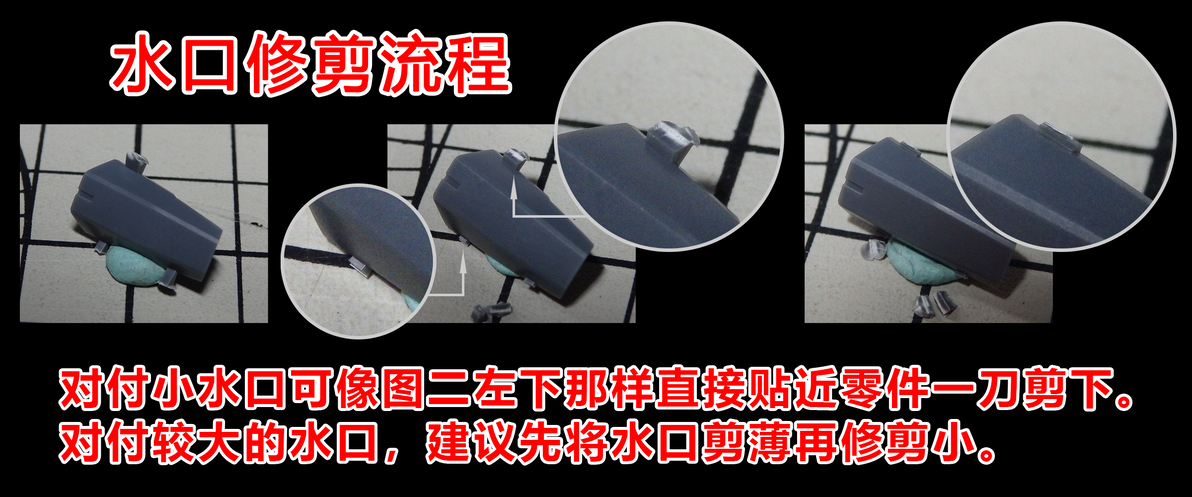
减小水口方便后续操作
修整水口:
此处列举三种方式:
笔刀削、砂纸磨、锉刀锉
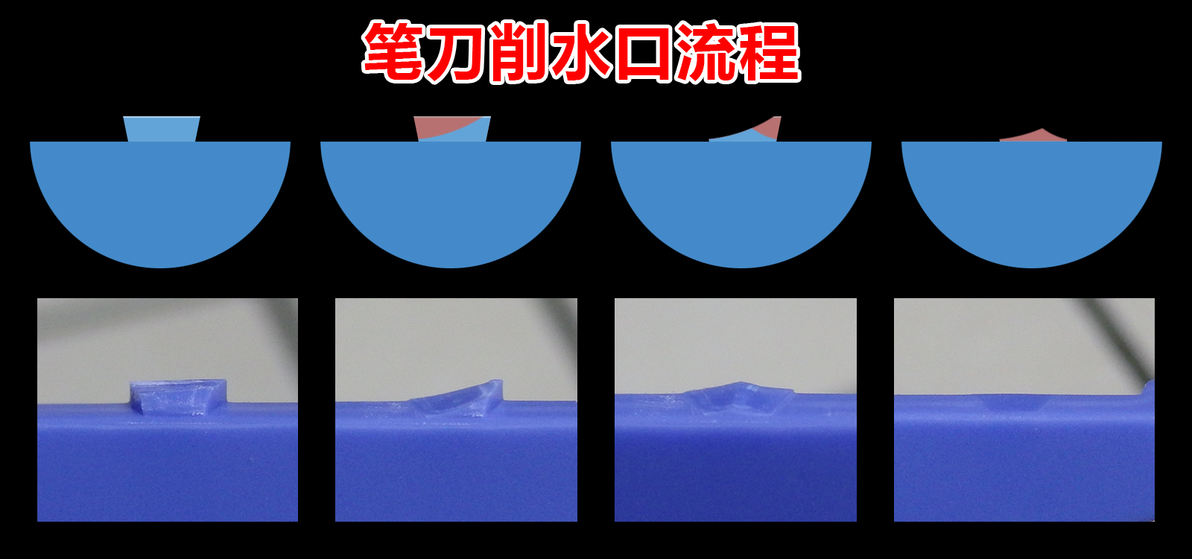
笔刀削:
从水口两侧贴着水口底部向上削。将水口削到侧面看呈三角状。之后再慢慢修平即可。注意手法,不熟练的时候不要心急,以免缺肉。
水口修平后水口印子的颜色会比零件颜色要深一点,金属成型色的零件的水口更是会黑漆漆的。
这都是固有现象,是塑料本身的关系,不是处理水口手法不对,而且这也不是打磨能去掉的。(〜 ̄△ ̄)〜要学会无视~要用爱的目光对它视而不见~

普通水口和金属色成型件水口的色差
砂纸磨:
直接用打磨的方式将水口所在零件表面整体打磨平整。效果最好,但处理起来最麻烦。
另外就是素组的话浅色零件不推荐打磨,零件打磨过的表面时间久了更容易发黄,而浅色零件一旦发黄看着会很显眼。
先用600目砂纸贴合打磨板将水口处磨平,国产模型请从400目起,并将零件的缩胶不平处打磨平。之后换成800目、1000目砂纸细化之前砂纸打磨的痕迹。最后用抛光棒轻蹭或者粗(衣)布(服)使劲蹭回复塑料光泽即可。如果打算做完喷消光,打磨到800目即可,后面的过程可以省略。

电镀零件和有其他特殊镀层零件的水口只能用笔刀处理,不能打磨。
透明件对磨痕敏感,需打磨至4000目左右甚至更高目数后再抛光为好。
锉刀锉:
首先为了能锉平,锉刀处理需要选用纹路锉不能是植砂锉。
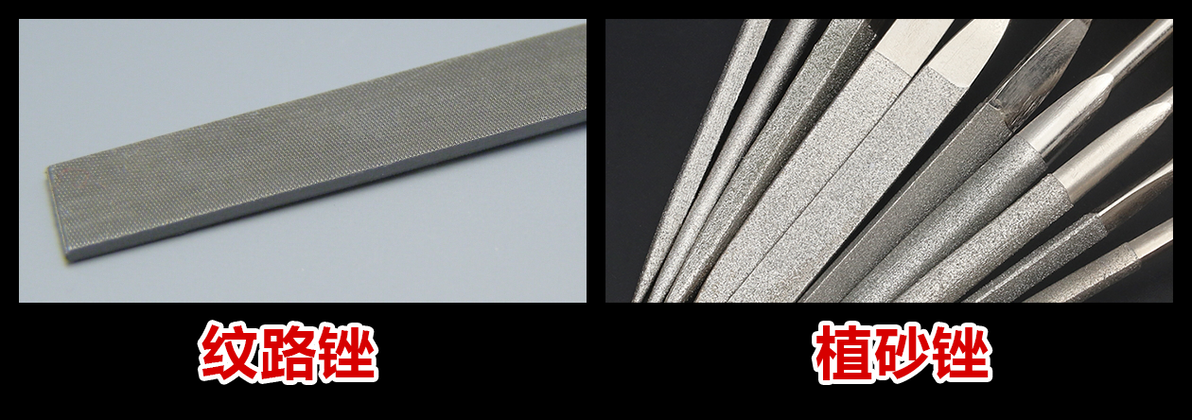
两种锉错面对比
此方法极易伤到零件表面,而且需要买质量好的锉刀。因此除非你熟悉锉刀的使用,否则很不推荐此方法。即使你有好锉刀、也熟练使用锉刀,锉刀处理水口也很有局限性。
直接上锉刀锉水口,平面零件水口直接平着锉,弧面零件水口从两侧向中间锉。锉平水口即可,不要碰到周围的零件表面。因为锉刀的宽度不够,照顾不到整个面,所以干脆就别碰。
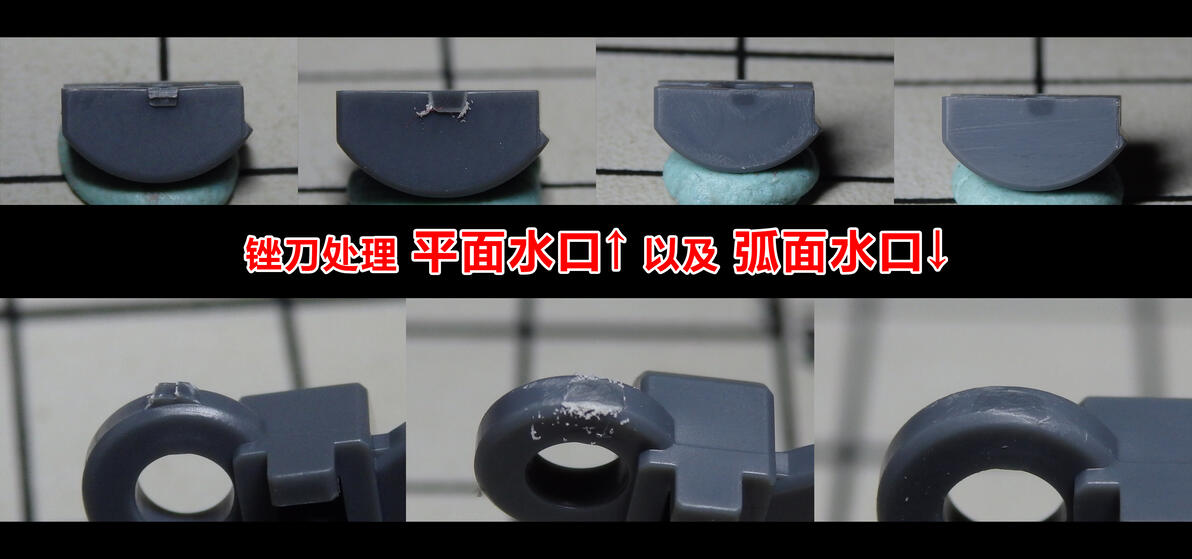
虽说要注意不碰到零件,但从上图可以看出,锉刀不是很适合处理平面水口,磨平水口的过程中由于缩胶等原因,想要磨平水口几乎一定会碰到零件。示范用零件因为比较小所以刚好可以用锉刀整个锉平来统一打磨痕迹。
因为处理不当、暴力快递等原因,水口发白甚至缺肉时有发生。
处理水口发白:
对于零件上只是轻微发白的水口,用指甲适当大力扣水口,即可减轻水口发白的程度。

上文中各种处理水口过程配图中出现的轻微发白就是这么处理的
但指甲扣对于有裂纹的水口并不管用,换用田宫绿盖处理这种发白。在裂缝处用绿盖涂一下。发白的裂纹被溶解干后塑料重新联结,发白自然会减轻,这时再用砂纸打磨平整即可。
再就是如果因为溶解有轻微缺肉,用502填平即可,具体看下文的缺肉处理部分。
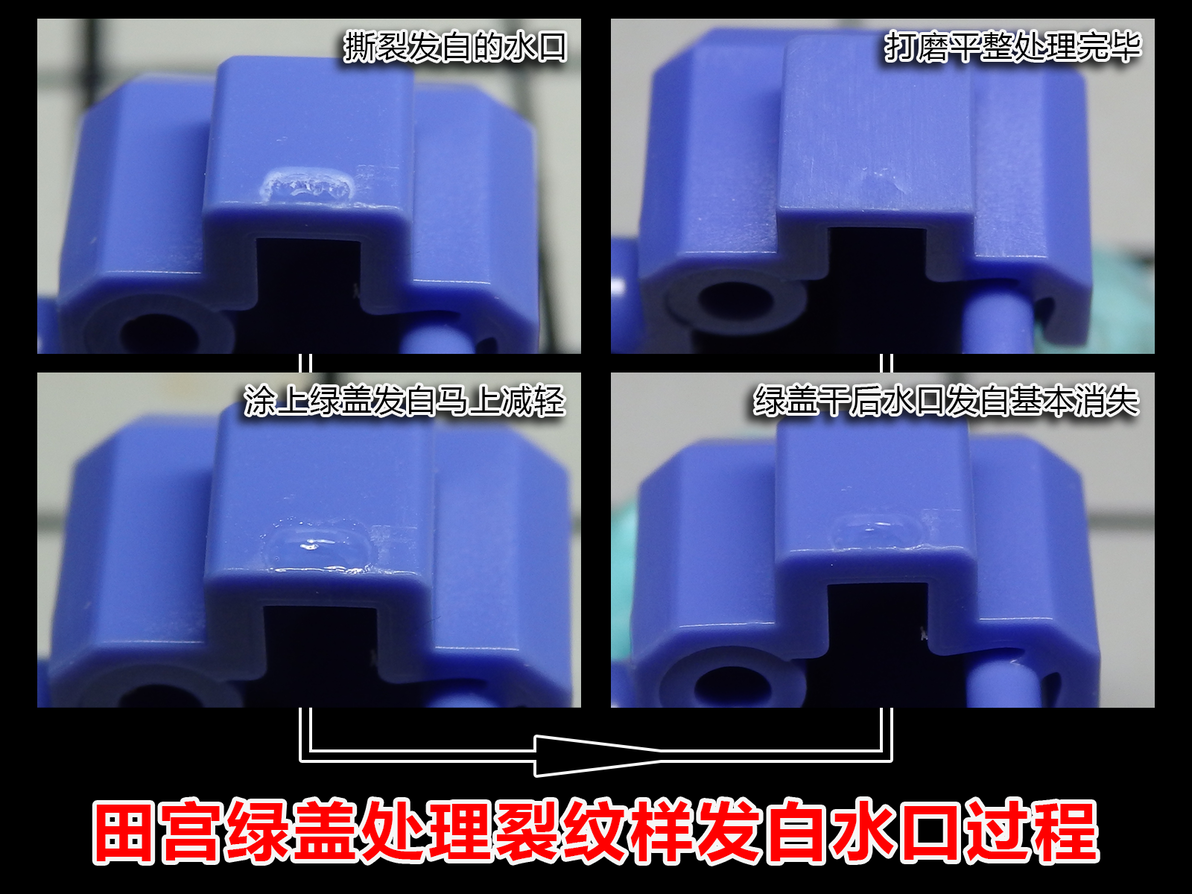
有时候裂纹过深,不能完全消除发白,这也是没办法的
最后就是马克笔处理的方式了。用相同或相近颜色的马克笔颜色盖在严重发白的水口上即可。
但这种方法很不推荐。
一来零件颜色千奇百怪而马克笔颜色就那么几种,根本没法一一对应,有时候会找不到相近的颜色。
二来颜料的光泽和塑料是有一定差别的,某种程度来说水口反而会更加显眼。
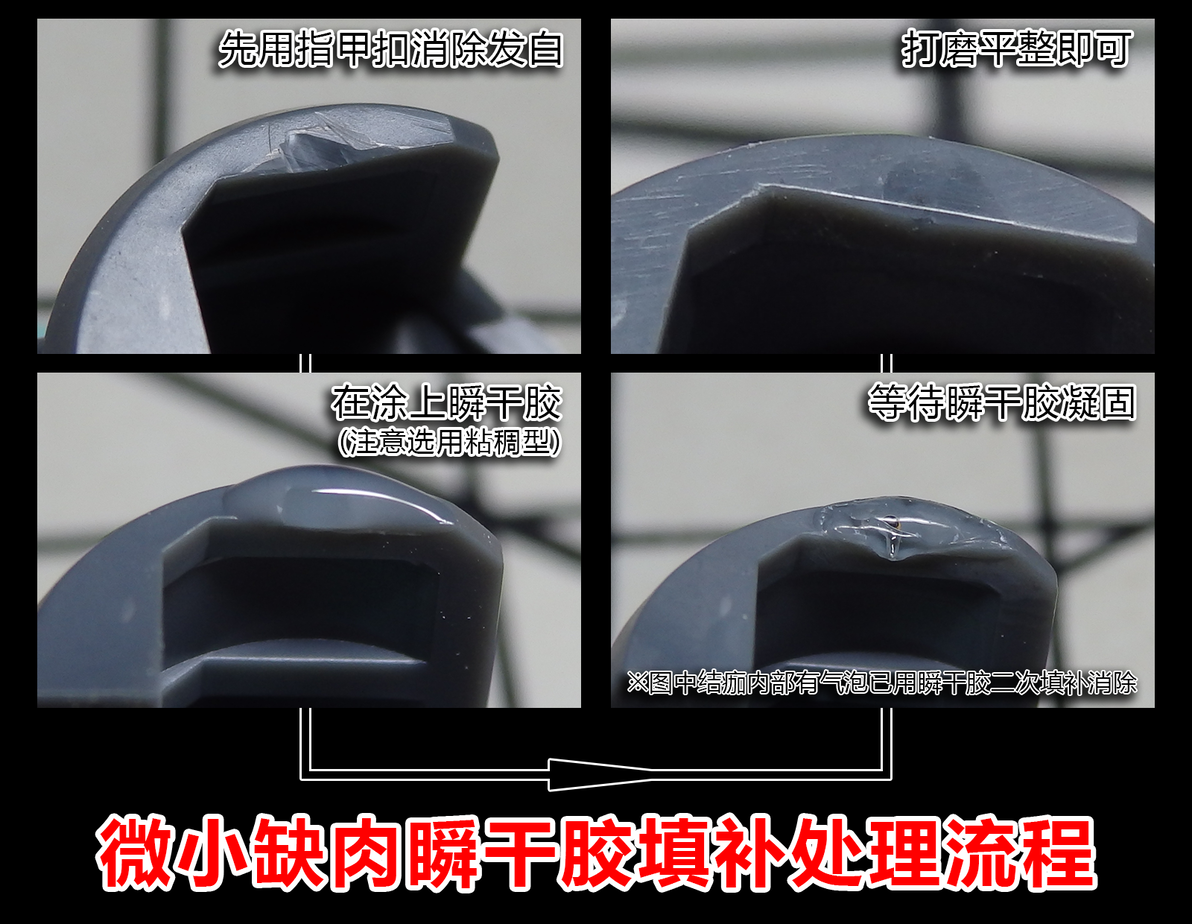
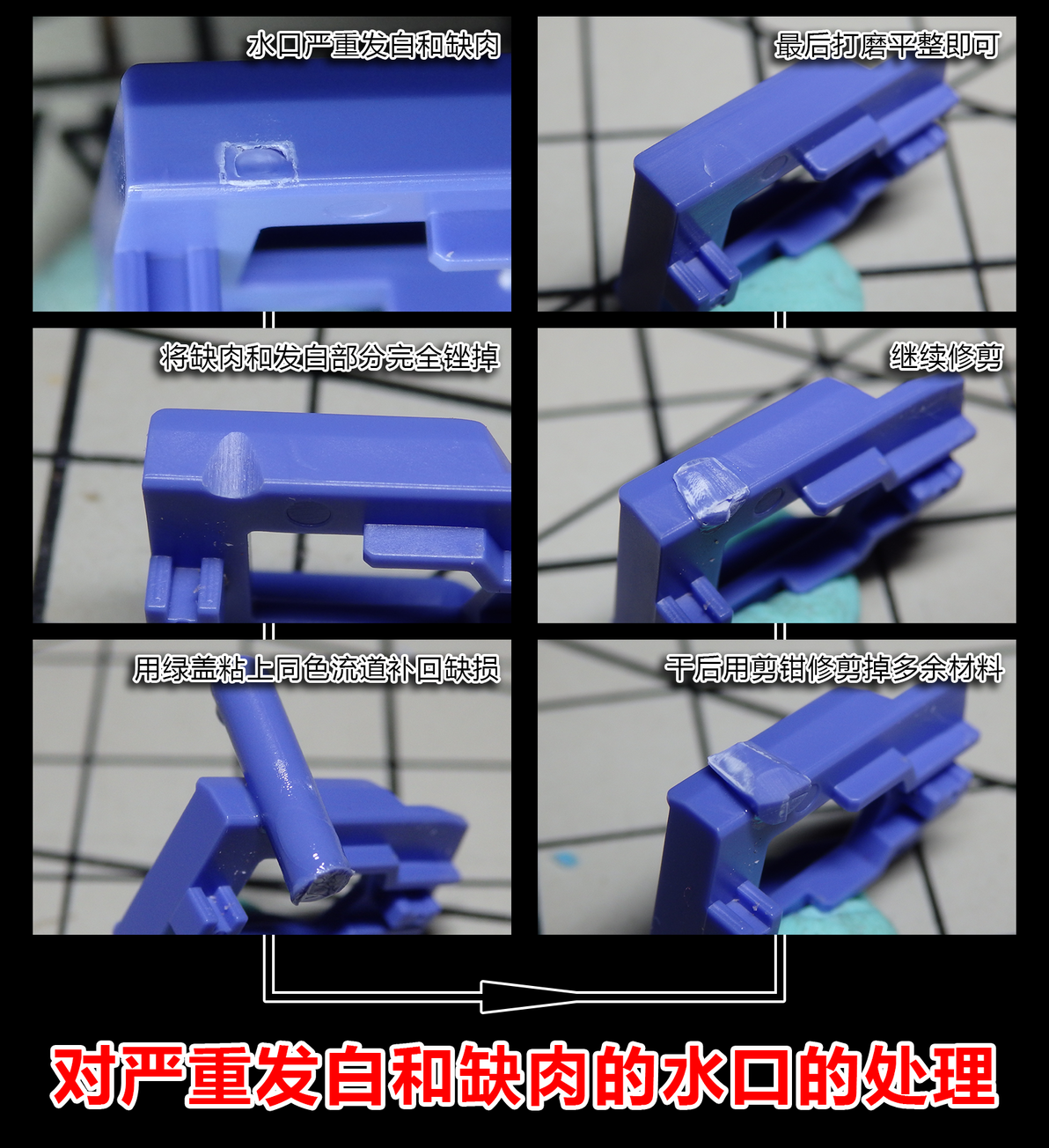
缺肉的处理:
如果缺肉不严重。那么在尽量清理完发白之后在缺肉处点一滴502填补,等干后打磨平整即可。注意选择粘稠型的502防止流的到处都是。
但如果缺肉严重,可以用手钻或笔刀将发白和缺肉一并钻掉或切掉,然后用同颜色流道削到基本一致大小后蘸着绿盖塞进去,等干了之后再像处理水口那样处理掉即可。
至此,本次普通水口处理流程到此结束。
感谢各位观看。
其他种类水口处理的要点会在详细版中一一说明。
